




Drill Press Swaging Tool Operating Instructions
1) Install tri-roller swaging tool (1) into drill press chuck or vertical milling machine.
2) Adjust spindle speed - recommend approximately 60-100 rpm for initial pieces (Note: This can later be increased up to
250 rpm, once operator proficiency has been developed).
3) Install bearing into housing (4) per the drawing specification.
Operating instructions
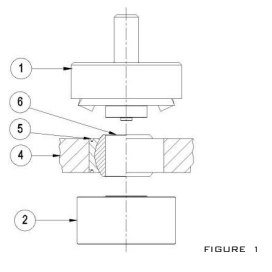
1) Position part (sub-assembly – bearing & housing) on the flat surfaced locating fixture (primary) (2), FIG. 1 in bearing
bore.
2) With part resting on locating fixture slowly lower the spindle — ensuring roller fixture bushing is piloted into the
bearing bore (6).
3) Start spindle and apply light pressure for initial revolutions to allow rollers to center in bearing groove (5).
4) Repeat 1-2 times applying normal arm pressure and maintain swaging tool engagement for approximately 5 seconds.
5) Release pressure and withdraw tool from bearing/housing sub-assembly.
6) Inspect swage per the requirements of the drawing or swaging specification.
7) Repeat steps 4 through 6 until swage is complete.
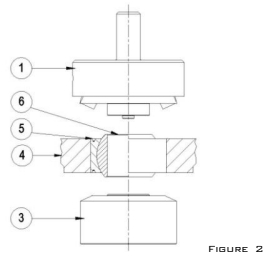
8) Turn sub-assembly over and repeat steps 1 thru 7 to complete swaging on opposite side except use angled (conical)
surfaced locating fixture (secondary) (3), FIG. 2 for this operation.
Note:
Do not grease rollers or bearing lip - Use light machine oil only.
Clean debris from tool rollers frequently using an air gun.
If application requires installation with sealant or primer, remove excess from bearing groove prior to swaging.
Additional Tools For This Bearing



AST1003 Drill Press Tri Roller Swager
Original Aero Staking Bearing Swaging Tool
For Bearing Number: MS14101-4
Bearing Groove Pitch Diameter (PD): .594
Bearing Inner Diameter (ID): .250
Standard Outer Envelope of the Tool: Dia 1.375” OD.
Description of the Tool:
The Drill Press Swaging Tool is made of Aerospace Quality, treated, and coated tool steel; it consists of the following:
- The flat-surfaced locating fixture (primary) – used for the first swage
- Angled (conical) surfaced locating fixture (secondary) – used for the second swage
- Roller Swaging Fixture (head)
This tool is used primarily for small and large batch production, bearing retention, installation, and bearing replacement operations.
Equipment Required:
- Standard knee mill, drill press, manual or CNC milling machine tool features ½ Dia shank
AST1003 Drill Press Tri Roller Swager
Original Aero Staking Bearing Swaging Tool
For Bearing Number: MS14101-4
Bearing Groove Pitch Diameter (PD): .594
Bearing Inner Diameter (ID): .250
Standard Outer Envelope of the Tool: Dia 1.375” OD.
Description of the Tool:
The Drill Press Swaging Tool is made of Aerospace Quality, treated, and coated tool steel; it consists of the following:
- The flat-surfaced locating fixture (primary) – used for the first swage
- Angled (conical) surfaced locating fixture (secondary) – used for the second swage
- Roller Swaging Fixture (head)
This tool is used primarily for small and large batch production, bearing retention, installation, and bearing replacement operations.
Equipment Required:
- Standard knee mill, drill press, manual or CNC milling machine tool features ½ Dia shank
Drill Press Swaging Tool Operating Instructions
1) Install tri-roller swaging tool (1) into drill press chuck or vertical milling machine.
2) Adjust spindle speed - recommend approximately 60-100 rpm for initial pieces (Note: This can later be increased up to
250 rpm, once operator proficiency has been developed).
3) Install bearing into housing (4) per the drawing specification.
Operating instructions
1) Position part (sub-assembly – bearing & housing) on the flat surfaced locating fixture (primary) (2), FIG. 1 in bearing
bore.
2) With part resting on locating fixture slowly lower the spindle — ensuring roller fixture bushing is piloted into the
bearing bore (6).
3) Start spindle and apply light pressure for initial revolutions to allow rollers to center in bearing groove (5).
4) Repeat 1-2 times applying normal arm pressure and maintain swaging tool engagement for approximately 5 seconds.
5) Release pressure and withdraw tool from bearing/housing sub-assembly.
6) Inspect swage per the requirements of the drawing or swaging specification.
7) Repeat steps 4 through 6 until swage is complete.
8) Turn sub-assembly over and repeat steps 1 thru 7 to complete swaging on opposite side except use angled (conical)
surfaced locating fixture (secondary) (3), FIG. 2 for this operation.
Note:
Do not grease rollers or bearing lip - Use light machine oil only.
Clean debris from tool rollers frequently using an air gun.
If application requires installation with sealant or primer, remove excess from bearing groove prior to swaging.


